吉瓦级大规模电解制氢是当前绿氢产业化规模化发展的核心趋势,受单体电解槽堆设备极限约束,单一槽堆无法直接搭建大容量电解系统,模块化并联集成设计成为破解大规模制氢扩容难题的核心技术路径。本文通过梳理碱性电解(AEL)、质子交换膜电解(PEMEL)、高温固体氧化物电解(HTEL)三类主流水电解技术的工艺流程图(PFD)与管道仪表流程图(P&ID),结合德国机械设备制造业联合会 VDMA P2X4A 行业专家评审意见,建立三类电解技术的标准化功能模块划分体系。同时对比分析欧美主流电解设备厂商技术参数,剖析模块化设计的扩容机理、工艺架构与控制逻辑,并以 3 兆瓦碱性电解系统为模型完成物料与能量平衡核算。研究明确了不同电解技术的模块配置差异与通用化单元,为吉瓦级电解系统的标准化集成、自动化控制、全生命周期迭代扩容提供系统化理论支撑与工程参考。
一、引言
全球新能源产业快速迭代,绿氢作为零碳储能载体,已成为能源结构转型的核心抓手。多国相继出台氢能产业发展目标,其中德国明确提出 2030 年实现 10 吉瓦电解制氢装机产能的发展规划,大规模、低成本、高效率的电解制氢系统建设成为行业核心攻坚方向。
在现有工业技术体系下,单纯依靠单体设备尺寸放大提升制氢产能存在显著的技术与经济性瓶颈。从技术层面来看,电解槽单体尺寸扩大会加剧阴阳极间压力波动,难以实现工况稳定控制;质子交换膜电解技术还面临铱、铂等贵金属催化剂的资源稀缺性约束,无法通过无限放大单体规模实现产能跃升。从工程应用层面分析,超大单体设备的制造、运输、运维成本大幅攀升,整体式系统设计难以适配规模化量产需求。
模块化设计通过拆解系统功能单元、实现标准化模块并联扩容,有效规避了单体设备的性能极限,成为吉瓦级电解系统建设的最优方案。其核心思路是平衡电解系统功能单元集中化与分散化的矛盾,将复杂电解系统拆解为若干独立、可复用、可并联的标准化功能模块,依托模块复制并联模式实现产能规模化提升,同时配套适配模块化架构的过程控制与系统集成体系,保障大容量系统稳定高效运行。
当前行业已初步开展电解系统模块化应用探索,现有研究已实现兆瓦级PEM电解槽堆单元的并联扩容,完成 100 千瓦至 100 兆瓦不同规模 PEM 电解系统、百兆瓦级 AEL 电解系统的布局方案设计。但整体来看,电解系统模块化应用仍处于初步规划阶段,工程落地仍以传统整体式设计为主,模块化的过程控制适配、系统化集成潜力尚未充分挖掘。
依据德国工程师协会 VDI 2776、VDI VDE NAMUR 2658 行业标准,系统化的模块化设计可融合过程工程与自动化技术,通过标准化接口、模块化功能封装、层级化模块编排,实现电解系统设计、集成、运行的全流程标准化。预测试、预自动化的标准化模块可大幅降低系统部署难度,无需重复编写控制代码,有效简化系统架构、降低运维复杂度,同时为系统全生命周期的扩容、改造、升级提供便利。
基于此,本文系统梳理三类主流水电解技术的工艺体系,定义标准化、可复用的电解工艺功能模块,构建适配不同技术路线的模块化划分方案,探究模块化设计对电解系统过程控制、集成运维的支撑机制,为大规模电解制氢系统的标准化、模块化工程落地提供理论依据与技术参考。
二、水电解技术基础与模块化设计体系
2.1 水电解核心工艺原理
水电解制氢的核心电化学反应发生于电解槽内部,单槽设备由隔膜与阴阳两极构成,通过施加外部电压裂解水分子,生成氢气与氧气。根据电解液介质、工作温度、载流子传输机制的差异,商用主流电解技术分为 AEL、PEMEL、HTEL 三类,同时阴离子交换膜电解(AEMEL)为新兴研发技术路线,四类技术的载流子类型、工作温度区间、物料传输路径存在显著差异。
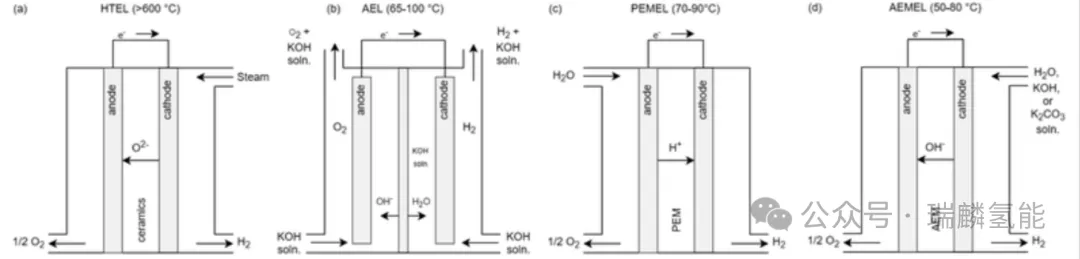
图:四种电解槽结构示意图:(a) 高温电解(HTEL)(b) 碱性电解(AEL)(c) 质子交换膜电解(PEMEL)(d) 阴离子交换膜电解(AEMEL);图示含物料输入 / 输出流及对应离子交换路径
水电解反应对水质纯度具有严苛要求,氢氧标准电极电位差为 1.23 伏,远高于铁氢 0.361 伏的电位差,若水体含金属离子,杂质金属会在阳极沉积,直接破坏电解工况、损耗设备寿命。因此,所有电解系统均需配置去离子水处理单元,其中 PEM 电解槽采用固态聚合物电解质,极易吸附阳离子杂质,对去离子水纯度要求更为严苛。
不同技术路线的电解槽堆出口物料组分存在明显区别:AEL 系统产物为氢氧化钾混合液与氢氧混合气体;PEMEL 系统受电渗析效应影响,产出氢气含微量水分;HTEL 系统因水蒸气无法完全反应,氢气产物中残留未转化水蒸气。所有技术路线均需配套水汽分离、介质循环、热量管控、气体净化单元,通过换热器移除电解反应余热,实现水资源循环回用,最终完成高纯氢、氧气的制备与收集。基于全流程工艺逻辑,可构建涵盖核心反应单元与公用工程的电解系统通用工艺框图(BFD)。
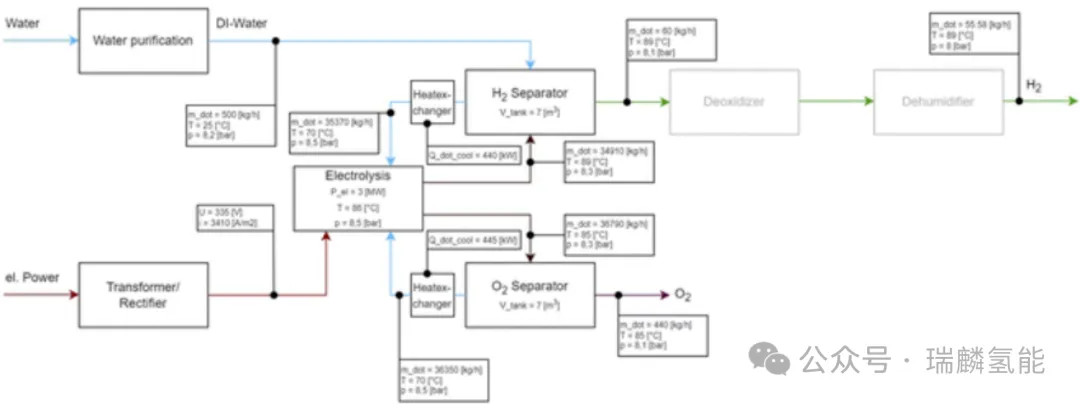
图2: 电解系统通用工艺框图(BFD)
从工程扩容角度来看,功能模块化设计可有效缩短电解系统规划扩容周期,但受施工成本约束,部分工程项目会在施工阶段放弃模块化架构。在大规模产能扩容场景中,重新引入标准化功能模块、采用并联扩容模式,可高效实现系统规模化升级。
2.2 模块化设计核心理论与实施流程
根据 VDI 2776 标准定义,模块化工厂的核心特征为层级化独立子单元架构,依托工艺设备组件(PEA)与功能设备组件(FEA)适配工况与边界条件变化,实现快速迭代部署。其中,PEA 是具备独立自动化控制、安全防护功能,可完整完成单一工艺步骤的核心模块化单元;FEA 为 PEA 内部适配不同工艺介质、工况条件的细分功能子单元,标准化、通用化的接口体系是模块化设计的核心核心优势,可大幅缩短项目规划与施工周期。
行业内电解系统产能扩容主要分为三种技术路径,技术特性差异显著:一是单体放大,通过增大单台设备结构尺寸提升产能,存在严苛的技术瓶颈;二是单元复制,通过增加单一设备数量实现产能提升,系统集成性差;三是模块并联,将包含完整辅助系统的标准化功能模块并联扩容,是适配吉瓦级系统的最优路径。
本文严格遵循 VDI 2776 标准化模块化工厂规划流程开展研究,具体实施步骤为:明确电解系统模块化扩容的核心动因与适配程度、识别水电解全流程核心工艺步骤、筛选适配并联的标准化工艺设备组件(PEA)、配置细分功能设备组件(FEA)、完成整体系统性能评估,最终针对性构建 AEL、PEMEL、HTEL 三类电解技术的模块化设计方案。
三、三类主流电解系统通用模块划分方案
本文通过文献调研梳理不同规模电解系统工艺流程图(PFD)与管道仪表流程图(P&ID),提炼水电解通用核心工艺步骤,结合 VDMA P2X4A 行业专家审核修订意见,完成三类电解技术的标准化 PEA 模块划分,同时对比欧美主流厂商设备参数,形成差异化、通用化兼具的模块体系。
3.1 模块化设计核心动因与通用工艺步骤
电解系统模块化设计的核心目标是突破单体设备产能限制,通过可复用标准化 PEA 模块并联集成,实现电解系统向吉瓦级大规模扩容,同时优化系统过程控制逻辑,提升设备运维便捷性与系统可拓展性。
通过系统梳理三类电解技术的工艺流程,可提炼出六大通用核心工艺步骤,涵盖全生产链条:去离子水处理预处理、碱液 / 水循环介质输送、水电解电化学反应、交流电转直流电的电能转换、系统恒温热管理、产气分离干燥增压的后处理工艺。基于工艺功能差异,可将六大步骤归类为预处理、电解核心、公用工程、后处理四大功能体系,为模块划分提供核心依据。
3.2 碱性电解(AEL)系统模块划分
AEL 是当前商业化最成熟、应用最广泛的电解制氢技术,行业形成混合碱液回路、独立碱液回路两种主流工艺方案。混合碱液回路实现氢氧侧分离器碱液合并循环,结构简洁;独立碱液回路采用氢氧侧碱液独立循环模式,工况稳定性更高,适配大规模工业场景。
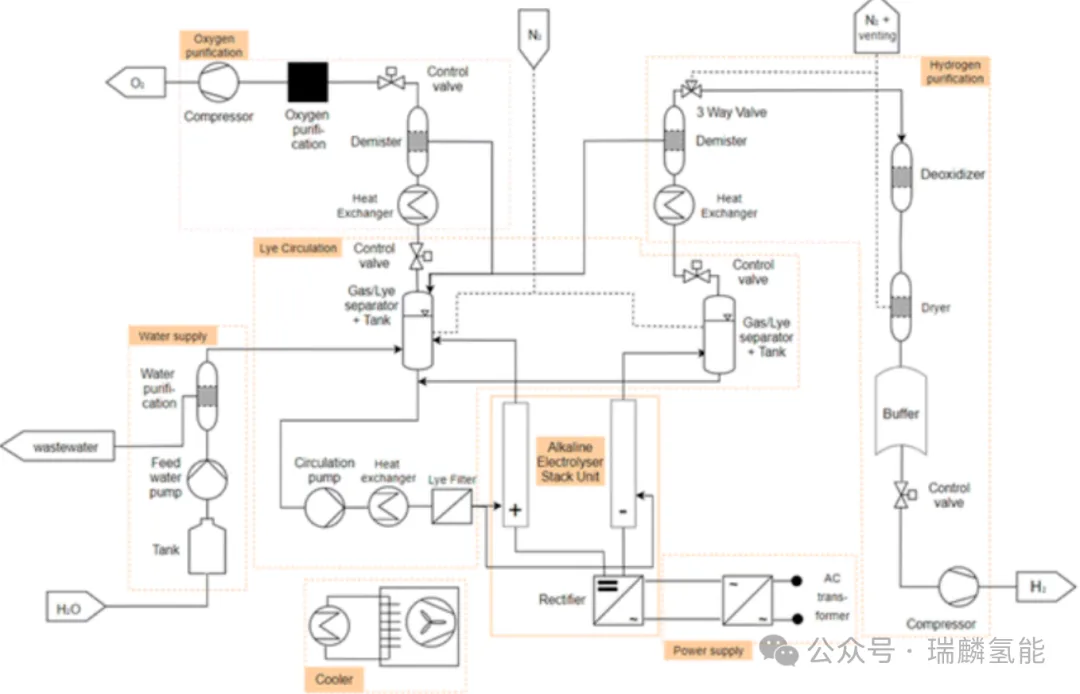
图3:碱性电解(AEL)模块划分:混合碱液回路
AEL 系统完整工艺流程为:原水经去离子预处理后与氢氧化钾溶液混合,通过换热器温控、过滤器净化后送入电解槽堆完成电解反应,产出的氢氧混合碱液进入分离系统,依次完成碱液 - 气体分离、降温除湿、残氧脱除、二次干燥、稳压缓冲、增压输送,氧气侧同步采用相同处理流程。
结合工艺逻辑,AEL 系统可划分 7-8 个核心 PEA 模块,经功能整合复用后形成 6 类标准化通用模块,分别为去离子供水模块、水 / 碱液循环模块、槽堆整流一体化电解单元、氢气净化模块、氧气净化模块、供电冷却公用工程模块。模块边界以分离器液面为天然分界,通过气侧控制阀实现模块接口解耦,保障各模块独立运行、可自由并联扩容。
3.3 质子交换膜电解(PEMEL)系统模块划分
PEMEL 技术工艺架构与 AEL 存在显著差异,系统无碱液循环回路,采用阳极单侧供水模式,阴极依托电渗析效应携带微量水分,无需独立水循环单元,阴极气体分离器设备尺寸大幅缩小,整体系统结构更为精简。
基于 PEMEL 通用工艺流程图,系统可划分 7 个标准化核心 PEA 模块,其中去离子供水、公用工程冷却等模块可与 AEL 系统通用,模块标准化复用性强。相较于 AEL 系统,PEMEL 模块的自动化适配性、响应速度更优,适配新能源波动性发电场景下的模块化扩容需求。
3.4 高温电解(HTEL)系统模块划分
HTEL 高温电解技术依托高温水蒸气完成电解反应,工艺架构区别于常温电解技术,核心工艺特征为阴极通入水蒸气参与反应、阳极通入热空气带走产物氧气、系统无介质循环回路,需配套专用蒸汽发生器实现水汽供给,产物气需经冷却冷凝完成分水提纯。
受特殊工艺体系影响,HTEL 系统模块化单元数量最多,共划分 9 个核心 PEA 模块,工艺复杂度更高。该技术仅去离子供水模块可与 AEL、PEMEL 系统通用,其余工艺模块均为专属定制化单元,目前商业化成熟度较低,设备厂商数量远少于前两类技术路线。
四、碱性电解系统物料与能量平衡分析
为验证模块化架构的工程适配性,本文选取当前商用最大规格 3 兆瓦 AEL 电解槽堆为研究对象,基于行业通用极化曲线、介质热物性参数,完成稳态工况下的物料平衡与能量平衡核算,明确标准化模块的运行参数边界。
本次仿真模型采用 163 片单槽堆叠的 3 兆瓦槽堆单元,设定标准运行工况:工作温度 86℃、运行压力 8.5 巴,系统低热值效率 60.87%、高热值效率 73.01%,单位产氢能耗 4.93 千瓦时 / 标准立方米。设备稳态运行电气参数为直流电压 335 伏、电流密度 3410 安 / 平方米,核心物料消耗与产出参数稳定:小时产氢量 60 千克,小时消耗去离子水 500 千克。
槽堆出口混合物料工况参数为流量 34910 千克 / 小时、温度 89℃、压力 8.3 巴,进入氢气分离器后实现气液完全分离。适配 20 巴最高工作压力,分离器采用 3:1 最优长径比设计,7 立方米容积设备对应长度 4.31 米、直径 1.43 米,可满足 3 兆瓦单元稳定分离需求。
分离器分离后的碱液混合物以 35370 千克 / 小时的流量进入换热器,经换热降温至 70℃后回流电解槽堆循环利用,换热器换热量达 0.44 兆瓦,可实现余热回收复用。气体分离产物中,氢气输出工况为 60 千克 / 小时、89℃、8.1 巴,氧气侧工艺流程与氢气侧完全一致,小时产氧量 440 千克,输出温度 85℃、压力 8.1 巴。
当前 AEL 系统性能优化已形成成熟技术路径,主要包括提升碱液工作温度增强电解液电导率、优化换热器结构与智能控制策略提升能量利用率、迭代升级电解槽堆结构与电极材料降低能耗,可进一步提升模块化 AEL 系统的运行经济性。
五、研究结论
本文通过文献调研、工艺梳理、专家论证、参数核算,系统完成三类主流电解制氢技术的模块化设计研究,核心结论如下:
第一,基于 PFD、P&ID 工艺梳理与行业专家审核,成功构建 AEL、PEMEL、HTEL 三类电解技术的标准化模块划分体系,同时完成欧美主流设备厂商参数对标:AEL 技术成熟度最高,8 家主流厂商设备单槽功率覆盖 0.08-5 兆瓦,单位产氢能耗 3.8-5.4 千瓦时 / 千克;PEMEL 技术单槽功率区间为 0.707-2.5 兆瓦,能耗稳定在 4.5-5.1 千瓦时 / 标方;HTEL 商业化进程最慢,单体设备功率仅 3 千瓦,系统最大集成规模为100兆瓦级。
第二,明确三类电解系统模块化单元的通用化与差异化特征,形成统一的模块设计规律:去离子供水模块为三类技术通用基础单元,介质循环模块可适配 AEL 与 PEMEL 系统,氢气分离、干燥、增压后处理单元是所有大规模电解系统的必备核心模块。
第三,模块化并联设计可有效解决吉瓦级电解系统扩容难题,标准化 PEA、FEA 单元架构可实现系统快速集成部署,配套标准化自动化接口与层级化控制逻辑,能够大幅降低大规模制氢系统的集成复杂度与运维成本,为绿氢产业规模化、标准化、产业化发展提供重要技术支撑。