


1月8日16点48分,随着三澳核电项目2号机组二环主管道过渡段最后一道自动焊弧光熄灭,标志着始于2024年9月6日,历时125天的三澳2号机主管道24道焊口全部焊接完成,为后续2号机组核回路冲洗和机组冷试奠定了坚实的基础,也标志着中国广核集团自主研发的国产化焊机及配套全氩焊接工艺首次全面应用成功!

主管道作为核电站的“主动脉”,连接反应堆压力容器、蒸汽发生器及主泵,共同构成一回路反应堆冷却剂系统压力边界,主管道在设计、制造方面按照一回路主设备的要求进行控制,是核电厂防止放射性物质外逸的第二道安全屏障的重要组成部分。
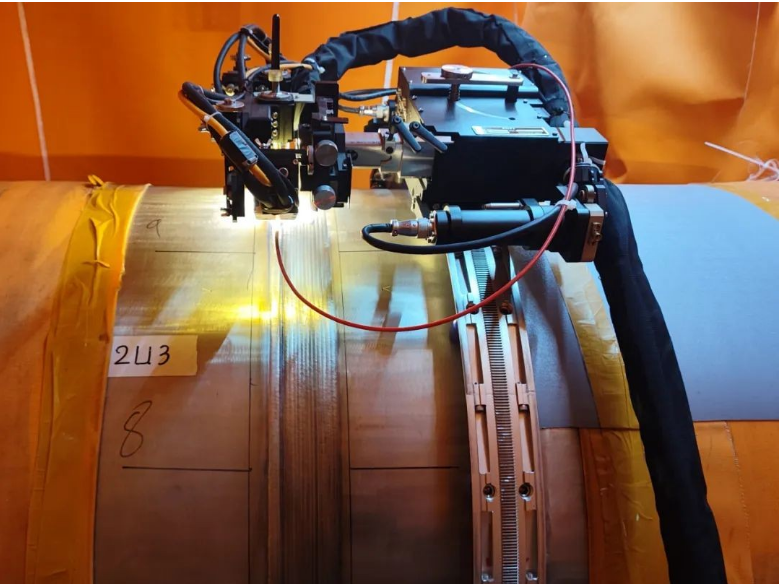
苍南核电协同多方坚持大胆创新、小心论证、明确目标、攻坚克难,顺利推动完成了主管道国产化窄间隙自动焊装备及全氩焊接工艺质量验证、技术评审、焊接工艺评定,确保装备与工艺符合现场应用需求。
在焊接过程中,苍南核电联合各单位严格落实控制区建立、焊机维护、环境监控、焊接/检测工艺控制等全过程安全质量管控措施,持续开展经验反馈并定期进行复盘;针对现场薄弱环节,全面梳理完善管理组织及流程,制定风险防范举措,压实各方管理责任,强化现场各环节执行力度。